
Time: 2025-10-30 Click: 380 seen
Industrial boilers play a vital role in the chemical manufacturing industry by supplying heat to support various chemical reactions and physical processes. Chemical reactions are critical steps requiring substantial steam
for heating in processes such as polymerization, condensation, drying, melting, and molding. Boilers also contribute significantly in other aspects.
Primary Applications
1. Chemical Applications:
In processes like distillation, evaporation, polymerization, and condensation, boiler-supplied heat drives chemical reactions and separation processes.
2. Steam Applications:
In certain chemical product manufacturing, steam is used directly to heat materials or reactants, or indirectly to provide thermal energy to other equipment.
3. Other Applications:
In semiconductor manufacturing, boiler-supplied hot water or steam is required for multiple cleaning and chemical treatment steps.

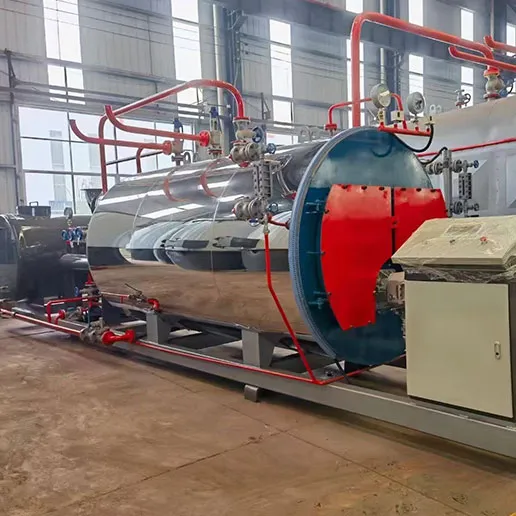
Common boilers in the chemical industry include thermal oil boilers and steam boilers:
Thermal Oil Boilers: Suitable for heating and insulation requiring both high and low temperatures, particularly in industries with stringent temperature requirements such as fine chemicals and pharmaceuticals.
Steam Boilers: Suitable for applications requiring high-temperature, high-pressure steam, such as distillation, pressurized reactions, heating, and cleaning.
TGBoiler's industrial boilers feature high automation, superior thermal efficiency, and reliable safety, ensuring customers can confidently deploy them across diverse industrial sectors.
For inquiries regarding boilers, please contact:
Contact: [email protected] WhatsApp: +86 13598899826
Tel/Fax: + 86-371-6331 1291
WhatsApp/WeChat: 8613598899826
Email:[email protected]
Add: 277 Boxue Road, Zhengzhou City, Henan Province, China







 8613598899826
8613598899826
 8613598899826
8613598899826

